Stretch forming is often a more effective solution to springback problems than direct compensation.
How to avoid spring back for sheet metal.
The method is to apply the tangential tension when the sheet metal is bent change the stress state and distribution inside the sheet metal and make the whole section within the scope of plastic tensile deformation.
Instead bottom bending can be preferable offering a higher degree of control however even this can prove a challenge.
Take for example a part to be formed in a die where the product s end state is flat geometry.
When compensating for spring back in materials such as stainless steel coining is typically not the best option unless you are working with thin gauges.
The required tonnage is often prohibitive.
However for membrane or combined modes of springback this is not always realistic.
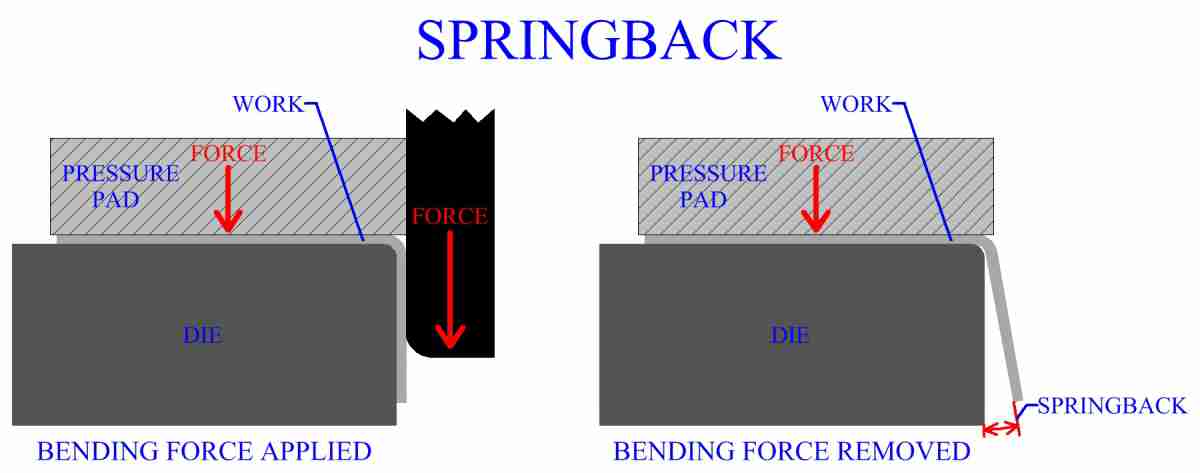
The formation of sheet metal requires elastic plastic bending and stretching of the metal which contributes to springback.
Bending is one of the most frequent actions done to metal in press brake operation.
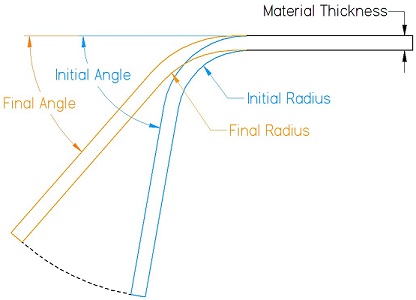
To determine the actual radius ar you get after springback multiply sf by the original inside bend radius that is the expected or planned radius before the metal springs back.
Springback is known as the reaction when.
Apart from these two factors the die gap or clearance and sheet metal thickness also has a very appreciating amount of effect on springback from this analysis it shown that an sufficient amount of die gap has to be maintained same as thickness of the sheet metal in order to compensate the springback and also to avoid some of the defects such as tearing.
Simple straight line bending will exhibit springback produce a simple 90 degree bend in any given sheet metal thickness of any grade and springback will occur.
If the flange is springing back 5 degrees outboard overbending the flange 5 more degrees inboard should result in a better part.
After these unloading the internal and external springback offset each other which cause the springback reduced finally.
Due to the fact the sheet metal work hardens during forming drawing it is desirable to stretch a sheet metal part as much as possible to increase part strength and thereby increase the rigidness of the part and lessen the effect of springback.